材质:HT250
硬度:HB170-240
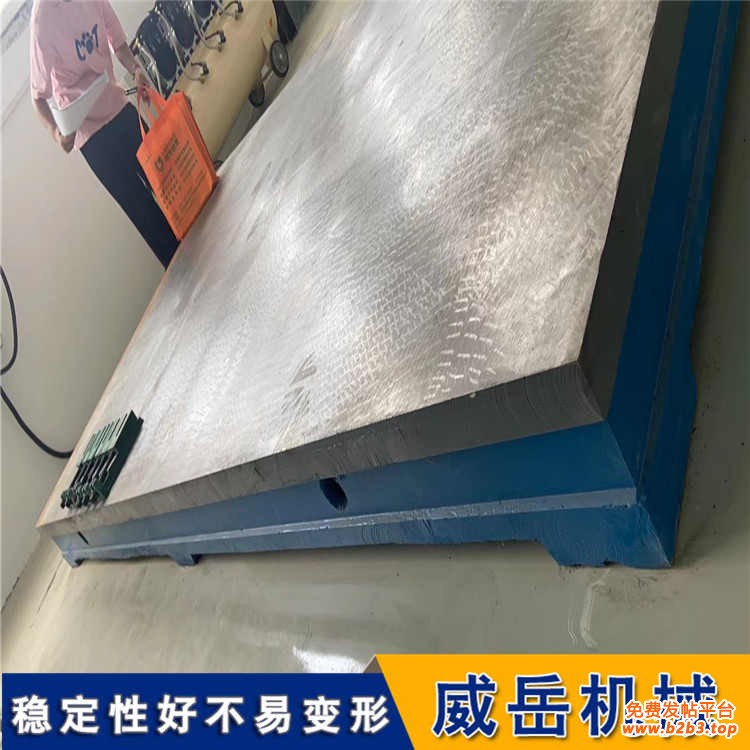
T型槽试验平台在铸造冷却过程中,由于各部位冷却速度不同,容易产生内应力,可能导致T型槽试验平台翘曲和裂纹,因此为尺寸稳定和防止变形开裂,对一些形状复杂的T型槽试验平台,需进行内应力退火。
一、T型槽试验平台的退火方法
1. 全退火:将铸铁加热到780℃左右保温2-4小时,然后冷却到400℃左右,再空气冷却至室温。全退火可以地消除铸铁中的残余应力和提高铸铁的塑性和韧性。
2. 球化退火:将铸铁加热到900℃左右保温2-4小时,然后用水或油淬火,然后在450℃左右保温,直到铸铁组织球化。球化退火可以显著提高铸铁的韧性和抗疲劳性能。
3. 等温退火:将铸铁加热到780℃左右保温2-4小时,然后将铸铁放入等温退火炉中进行等温处理。等温退火可以消除铸铁中的残余应力和提高铸铁的强度和韧性。
一、 T型槽试验平台的完全退火工艺流程
1. 预热
将T型槽试验平台放入炉中进行预热,目的是使T型槽试验平台均匀升温,减少因温度梯度产生的内部应力。预热温度一般为800℃左右,保温时间根据T型槽试验平台的大小而定。
2. 加热
将预热后的T型槽试验平台继续加热到退火温度。退火温度一般为 900-950℃,根据铸铁的成分和组织结构来确定。加热速度要适宜,避免因温度梯度过大而引起应力集中,导致T型槽试验平台变形或开裂,
3. 保温
在退火温度下保持一定的时间,使铸铁内部的组织结构达到热平衡。保温时间一般为 2-4 小时,具体时间根据铸铁的厚度和尺寸来确定。
4. 冷却
退火时间结束后,将铸铁从炉中取出,进行自然冷却。冷却速度要适宜,避免因过快的冷却速度引起应力集中和组织结构变化,导致T型槽试验平台开裂或性能下降。
5. 清理
冷却后的T型槽试验平台可能会有一些氧化皮和铁锈,需要进行清理。清理方法可以采用机械除锈、酸洗、喷砂等方式,将T型槽试验平台表面的杂质和氧化物去除,以保证T型槽试验平台的表面质量。
联系人:销售部卫经理 15533753786
详询可登陆我们的官网:http://www.chinaweiyue.com/