品牌:国盛激光
起订:1台
供应:1000台
发货:3天内
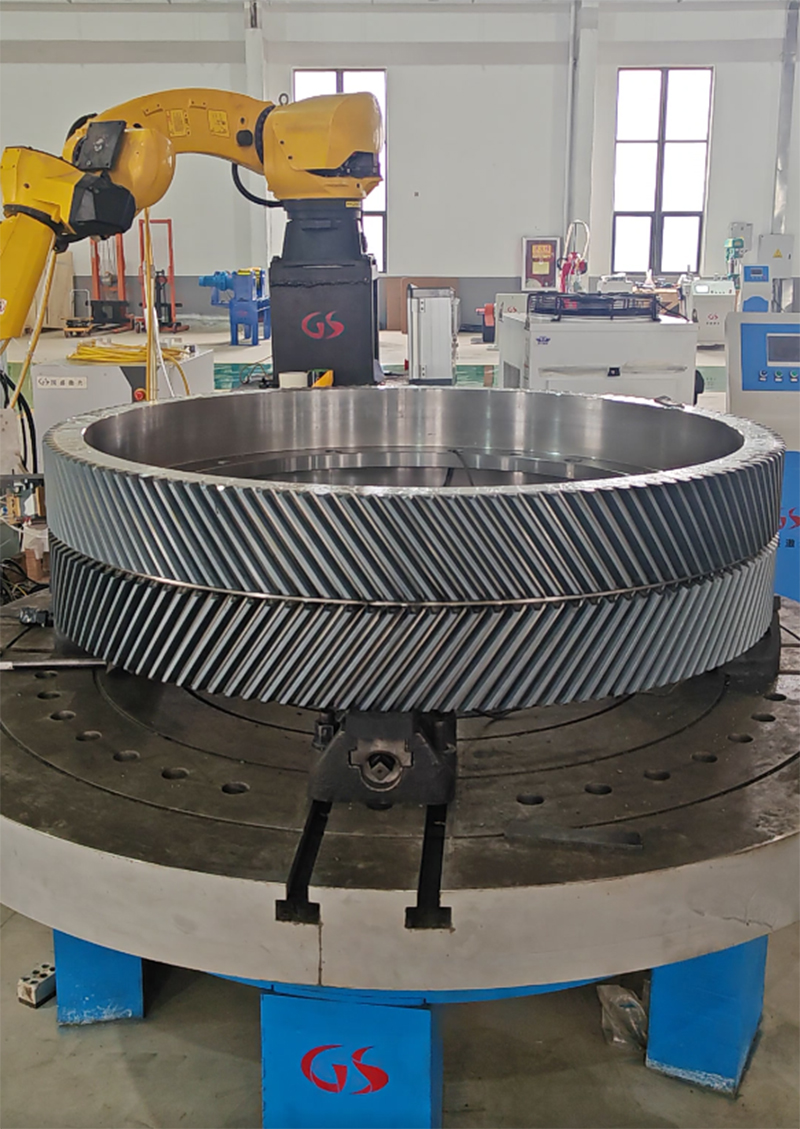
一、加工原理
大型齿轮激光淬火修复加工基于激光的高能量密度特性,通过特定的光学系统将激光束聚焦到齿轮待修复表面,在极短时间内使表层材料吸收大量能量,温度迅速升高至相变点以上。随后,依靠齿轮自身的热传导作用,表层快速冷却,实现自冷淬火。这种快速加热 - 冷却过程能够使齿轮表层形成细化的马氏体组织,显著提高其硬度、耐磨性和疲劳强度。同时,对于存在磨损、裂纹等缺陷的齿轮,激光修复技术可以通过填充金属粉末,在激光熔覆过程中实现缺陷部位的材料补充与性能恢复,使齿轮重新满足使用要求。

二、技术优势
1、高精度与高柔性
激光束聚焦光斑尺寸小,能量集中,能够实现对齿轮局部区域的精确淬火与修复,可精准控制淬火层的深度、宽度和硬度分布。对于形状复杂、齿形特殊的大型齿轮,激光加工的高柔性优势尤为突出,可通过编程控制激光扫描路径,适应不同齿轮的修复需求,保证修复后齿轮的精度和性能。
2、热影响区小
激光淬火修复过程中,由于激光作用时间短,能量高度集中,热量迅速向周围扩散的程度有限,因此热影响区范围小。这有效避免了齿轮因热变形过大而报废的风险,同时减少了对齿轮基体材料性能的影响,保证了齿轮整体结构的稳定性和可靠性。
3、高效节能
与传统的淬火和修复工艺相比,激光淬火修复加工速度快,生产效率高。而且激光能量利用率高,在实现相同淬火和修复效果的情况下,能耗显著降低,符合现代工业绿色制造的发展要求。
4、修复效果好
激光熔覆过程中,填充金属与齿轮基体材料能够实现良好的冶金结合,修复层组织致密,无气孔、裂纹等缺陷,与基体的结合强度高。修复后的齿轮表面硬度均匀,耐磨性和疲劳性能大幅提升,使用寿命得到有效延长。
三、工艺要点
1、预处理
在进行激光淬火修复前,需对大型齿轮表面进行彻底清理,去除油污、锈迹、氧化皮等杂质,以保证激光与材料的有效作用。对于存在磨损、裂纹的部位,还需进行打磨、开槽等预处理操作,为后续的激光熔覆提供良好的条件。同时,根据齿轮的材料特性和修复要求,选择合适的填充金属粉末,并对其进行干燥处理,防止粉末中水分在激光熔覆过程中产生气孔等缺陷。
2、激光参数优化
激光功率、扫描速度、光斑直径等参数直接影响激光淬火修复的质量。在加工过程中,需根据齿轮材料、修复部位、填充金属等因素,通过试验或模拟分析,优化激光参数组合。例如,对于高碳钢齿轮,适当提高激光功率和降低扫描速度,可获得较深的淬火层;而对于合金钢齿轮,需精确控制激光参数,以避免出现组织过热等问题。
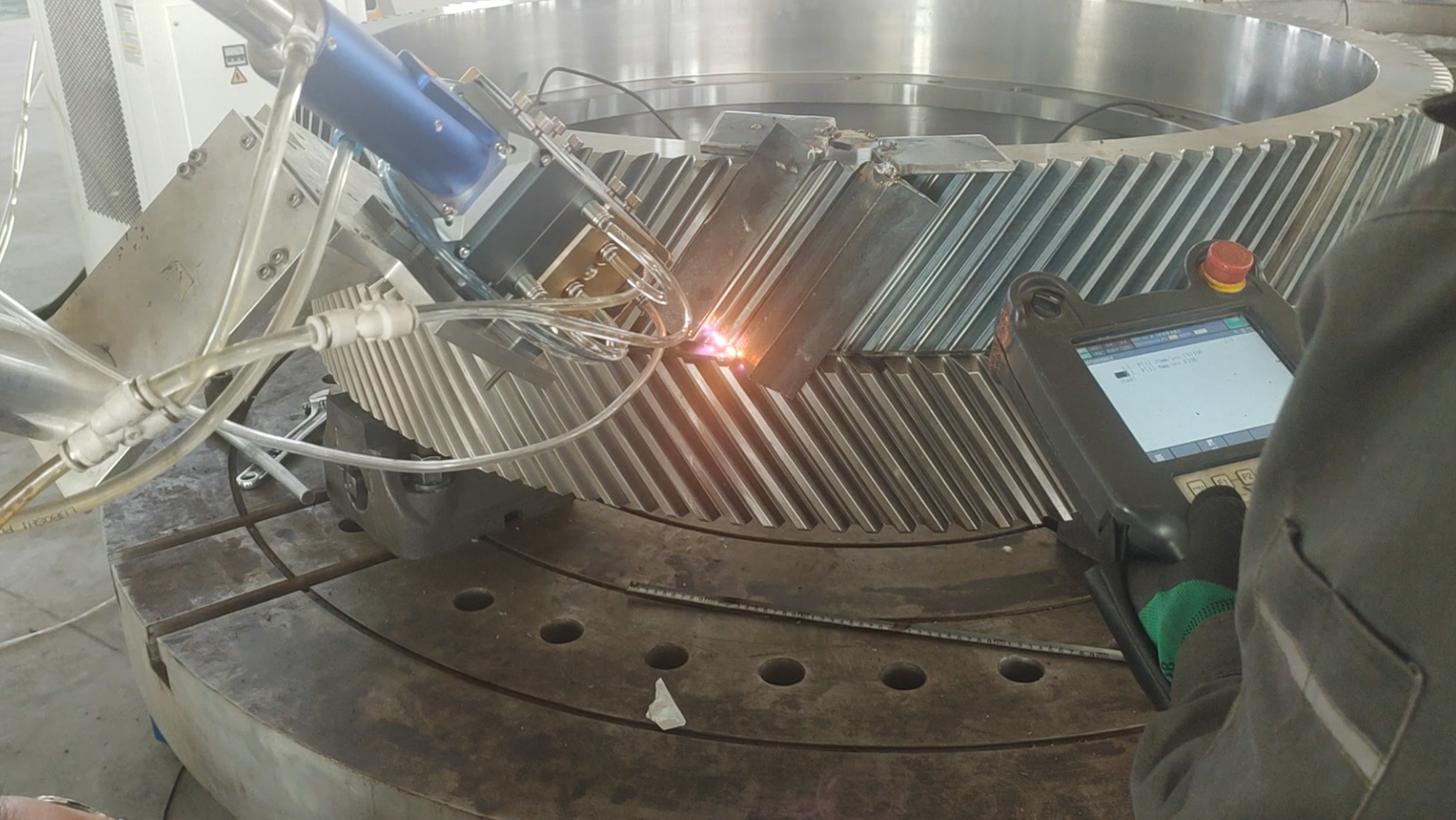
3、过程控制
在激光淬火修复过程中,要实时监测激光加工区域的温度、熔池形态等参数,及时调整激光参数和加工工艺,确保修复过程稳定。同时,采用惰性气体保护,防止修复层在高温下氧化,保证修复层的质量。此外,还需对齿轮的装夹方式进行合理设计,减少加工过程中的振动和变形,保证修复精度。
4、后处理
激光淬火修复完成后,对齿轮进行必要的后处理工序。如对修复表面进行机械加工,去除多余的修复材料,保证齿轮的尺寸精度和表面粗糙度符合要求。同时,进行去应力退火处理,消除激光加工过程中产生的残余应力,提高齿轮的综合力学性能和使用寿命。

四、应用案例
在风电行业,大型风力发电机齿轮箱中的齿轮长期承受交变载荷,容易出现齿面磨损和疲劳点蚀等问题。某风电设备制造企业采用激光淬火修复加工技术,对磨损的齿轮进行修复。通过精确控制激光参数,在齿轮齿面熔覆一层高性能合金材料,修复后的齿轮齿面硬度提高了 30% - 40%,耐磨性显著增强,成功使齿轮的使用寿命延长了 2 - 3 倍,降低了设备的维修成本和停机时间,提高了风电设备的运行可靠性。
在矿山机械领域,某大型矿用挖掘机的行走齿轮由于长期在恶劣工况下运行,齿根部位出现裂纹。采用激光淬火修复技术,先对裂纹部位进行开槽处理,然后填充专用的高强度合金粉末进行激光熔覆修复。修复过程中,通过优化激光扫描路径和参数,使修复层与基体实现了良好的冶金结合,有效消除了裂纹隐患。修复后的齿轮经过严格的性能检测和实际工况运行验证,各项指标均达到或超过了新齿轮的标准,为矿山企业节省了大量的设备更换成本。
五、发展趋势
随着激光技术、材料科学和计算机控制技术的不断发展,大型齿轮激光淬火修复加工技术将朝着智能化、自动化和复合化方向发展。一方面,利用人工智能、机器学习等技术,实现激光加工参数的智能优化和加工过程的实时监控与自适应调整,提高加工质量和稳定性;另一方面,将激光淬火修复技术与其他表面处理技术(如离子注入、热喷涂等)相结合,开发复合处理工艺,进一步提升齿轮的综合性能。此外,新型高性能修复材料的研发和应用,也将为大型齿轮激光淬火修复加工技术的发展提供更广阔的空间。