起订:1
发货:2天内
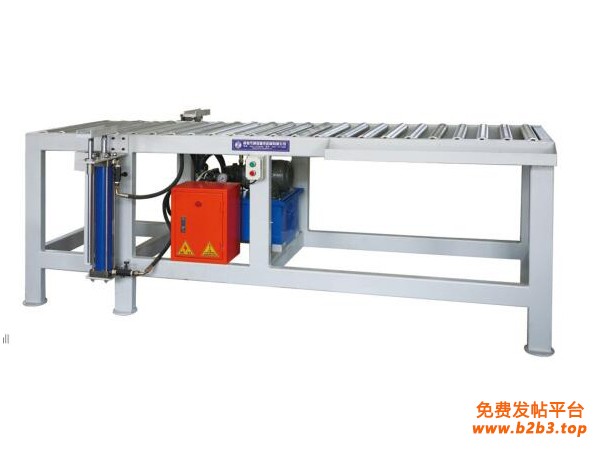
液压开合模滚筒台主要技术参数:
开模上升高度: 600mm
上升举重: 600kg
控制方式:点动升降
升降方式:液圧缸升降滚筒
数量: 26套
油系屯机功率: 2.2KW
电源: 380V150Hz
外型尺寸:长2600*宽800*高1300mm(不含踏板)
主要特点:卷管压力、卷管速度、滚卷长度,等所有操作参数均为电脑数字化设定。

关于温度:
模压时温度的控制主要是指装模温度、升温速度、成型固化温度和保温时间的选择。装模温度:是指将物料放入模腔时,模具的温度。它主要取决于物料的品种及模压料的质量指标。通常当模压料挥发物含量高,不溶性树脂含量低时,装模温度低些。结构复杂或较大的模压制品,难于装模时,装模温度应低些为好,可控制在室温下装模。提高装模温度,可缩短生产周期,提高生产效率。破损安全性能好在碳纤维复合材料中,由于基体的作用,在沿纤维方向受拉时,各纤维的应变基本相同。装模温度视物料的品种而定。

3、经常检查各部的连接情况,如有松动应予拧紧,液压升降机机体连接螺栓应在机体受压时检查松紧度(可采用旋转臂的方法去造成受压状态) ,液压升降机所有连接稍轴都必须有开口销,并需张开充分。
4,液压升降机减速箱,变速箱,外啮合齿轮等各部分的润滑以及液压油均按润滑表中的要求进行。
5 ,液压升降机要注意检查各部钢丝绳有无断丝和松股现象,如超过有关规定必须立即换新。
6,液压升降机各控制箱,配电箱等经常保持清洁,及时清扫电器设备上的灰尘。

变形、裂纹、气泡、表面凹凸不平、光洁度差是较常见的碳纤维制品表面缺陷。其中变形和裂纹往往是和模压成型的起始工作及脱模操作有关。首先要看制品本身的结构设计及模具的设计是否合理,如果这两方面不够合理,就很容易造成模压的成品在脱模后出现断裂或翘曲等现象。其次,需要特别留心升温的速度和脱模时对温度的控制,升温过快就会使制品固化不均引起内部应力,压制保温结束后,要在保压下逐渐降温,脱模操作要尽量的谨慎小心,防止对制品及模具造成损坏。威海市通联精密机械有限公司,提供威海通联渔具设备厂生产钓鱼竿设备。而气泡、表面凹凸不平、光洁度差均和料挥发物含量有关,除了料挥发物过高外,放气不够也会产生气泡,与此同时,因脱模剂使用过量或者成型时温度过低对制品表面质量所造成的影响也应得到重视。
