8分钟前 富阳区彩钢风管加工公司服务周到「多图」[迈动环保科技8967a67]内容:
彩钢风管加工公司
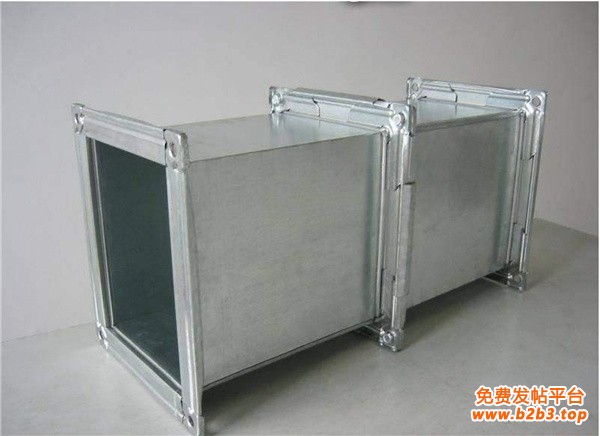
风管直管段的制作一般采用以下流程:镀锌钢板的选用及复检→上生产线压加强筋(边长尺寸大于630mm)→电脑放样→切角及剪板→折边→机制TDF法兰成型→折弯→半成品运至施工现场→咬口成型→安装连体法兰连接件(直管风管成型)→打密封胶及密封垫→风管组合→安装弹簧夹→加固成型→质量检查。3、风管密封性好,显著降低漏风量,节约能源,降低主机运行成本。
如果在强度和严密性试验中发现不合格,立即查看加工工艺存在哪些问题,直至解决问题后再加工出样品进行试验,试验结果合格后才能够大批量加工。根据以上分析,在规范没有修订的情况下,还是应该严格执行《通风与空调工程施工质量验收规范》相关条文,对风管加工质量的强度和严密性试验是必不可少的,但不能称之为加工工艺性检测或验证;风管的加工工艺,应该是在批量加工之前,按《通风与空调工程施工规范》要求进行试验验证。至少每平方米风管约节省钢材3~4kg,也节省了制作法兰工时,降低风管造价约15%左右(这个数字和日本有关提供材料相同)。

彩钢风管加工公司
风管安装前、风管加工过程中的强度和严密性试验应分为两次,分别填写试验记录表。
一是批量加工前的工艺性验证试验,对加工出来的样品进行强度和严密性试验,填写试验记录,这是必须要做的试验程序;
二是加工完成后的风管加工质量抽样验收,包括材质、规格、强度、严密性能与成品观感质量的检查;对抽样样品进行强度和严密性试验,填写试验记录。
如果距离加工厂较近或运输成本较小,可以采用直接厂内完成风管咬口及连体法兰的安装。一般的考虑运算成本的问题,采用半成品加工,现场完成咬口及连体法兰的安装。异形管,一般采用现场放样、咬口。风管的安装工艺与角钢法兰风管差别不大,不再赘述。
彩钢风管加工公司
(1)风管加固
①风管大边尺寸在630~1000mm时,直接在生产线压筋加固,排列应规则,间隔应均匀,板面不应有明显的变形。
②当风管大边尺寸在1000mm以上时,可采用角钢、扁钢、钢管、Z形槽、加固筋、通丝螺杆等进行管内外加固。
③角钢或加固筋的加固,其高度应小于或等于风管法兰高度,排列应整齐,间隔应均匀对称,且不大于220mm,与风管的铆接应牢固。共板法兰软接头——法兰制作要求:
1. 法兰的四个边宜为一整条;
2. 料的一边应卷边,可在拼缝咬口机上轧制成型;
3. 四条边的折弯处应折成死角;
4. 法兰制成后四边在一个平面上,不扭。
共板法兰软接头——铆压布料要求:
1. 铆压布料前用丝杆撑住四角;
2. 布料、压条在法兰里侧;
3. 压条应是折角的,且长边的宽度应≤法兰边宽;
4. 离法兰角部40mm内应有铆接点;
5. 铆钉间距应≤100mm;
6. 不得用燕尾丝替代铆钉。
