4分钟前 亳州管板TIG焊接价格合理「无锡固途焊接设备」[无锡固途焊接设备c6e1f65]内容:
大型热流体交换设备中,管束是必要的交换路径。小径体积的热力换热装置可以采用手工弧焊,但是大型设备在焊接中,每一个管板管束在上千以上。这样的大体积依靠手工焊接容易造成漏焊,焊接效率低。因此管板弧焊机正是这类设备的焊接方法。今天我们给大家展示下这类焊接的操作细节。
清除管板表面及换热管端头100mm范围内的氧化膜、铁锈、油污、水等脏物。低合金钢和碳钢一般用钢丝刷, 不锈钢应采用不锈钢钢丝刷清理, 然后用擦拭坡口清除油污。
清理后的焊件应尽早组装焊接, 停放时间不宜超过24小时。
检查换热管装配质量和尺寸,管头露出长度应均匀,不得有参差不齐,并避免强行组装露出管头。钨极一般采用钨极。

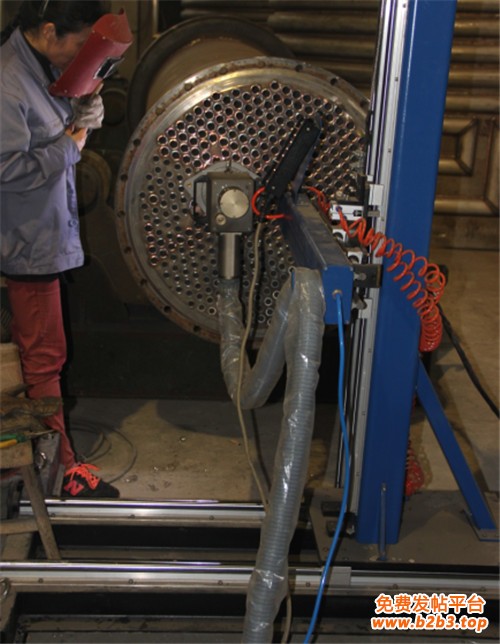
全自动管板 弧焊机器人根据编译好的设计程序自动运行,整个环焊缝的焊接过程自动完成,无需人员手动操作。现有的管板自动焊机都是将焊枪的回转中心与管子中心调整到重合的状态,焊炬绕管子和管板的圆形焊缝旋转一圈来实现自动焊接。目前,使用较为广泛的管板自动焊接设备主要可分为机头悬挂式焊机、机头挂壁式焊机和龙门式焊机三大类。

坡口选择根据熔透型等离子弧焊接工艺的特点,试板厚2.7mm,较薄,适合使用不开坡口,无间隙组对。这样不仅焊接量小,且节省填充金属,同时可节省打磨坡口时间。(5)焊前清理为防止产生气孔夹渣,故焊前清理很有必要。焊前应用钢丝刷或干净白布清理待焊母材端面及两侧25mm范围内的油污、水以及其他杂质,以降低气孔、夹渣及裂纹的倾向。(6)焊接参数试验使用DML-03焊接电源进行,电源额定电流为300A

焊接参数依据各参数对焊成形的影响(见前述)、试板厚度和经验数据进行设定。首先根据焊接试板厚度,确定焊接电流应在115~140之间,选择喷嘴孔径为3.2mm,钨极尺寸为φ5.0mm,钨极内缩4mm,调节喷嘴至工件高度4~6mm,保护气体控制在12~20L/min。离子气控制在0.5~2.5L/min,观察焊接过程中熔池被离子气吹出人凹陷深度或背面熔合情况来确定终离子气流量;焊接速度在260~380mm/min,通过焊接过程中焊缝宽度、焊缝背面成形情况确定。