6分钟前 湖北不锈钢自动开槽机供应商询价咨询 质谨机械[无锡质谨机械b61c274]内容:
整机构造
由扶手、电动推杆、发动机、发动机座架、皮带传动机构、燃油箱、车轮架、车轮、刀盘架、刀盘、刀具、主轴、橡胶板、索链及电控系统组成。
整机构造
由扶手、电动推杆、发动机、发动机座架、皮带传动机构、燃油箱、车轮架、车轮、刀盘架、刀盘、刀具、主轴、橡胶板、索链及电控系统组成。
整机构造
由扶手、电动推杆、发动机、发动机座架、皮带传动机构、燃油箱、车轮架、车轮、刀盘架、刀盘、刀具、主轴、橡胶板、索链及电控系统组成。


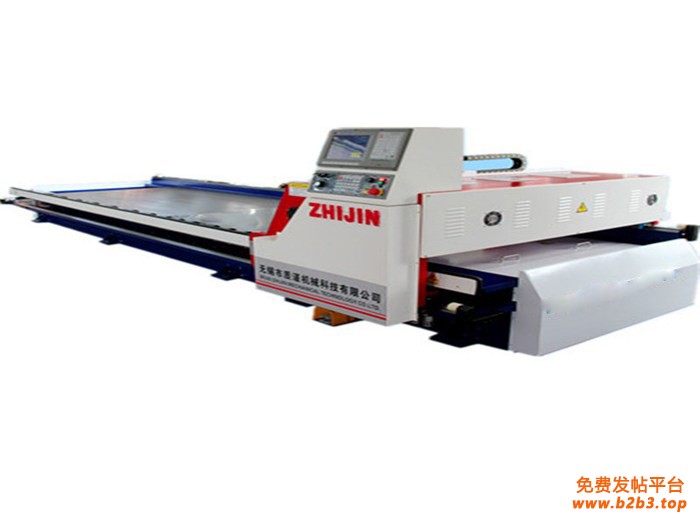
金属薄板开槽机操作顺序
1、 先将平台用风管吹干净,不得有铁屑等杂物;
2、 将金属薄板在平台上摆放好,板的开始端头应与第yi压脚对齐,金属板料有保护膜,则 有保护膜的一面朝下;
3、 确定刀头位置,如不在正确位置可按“原点对准”来校正,应尽量少进行“原点对准” 操作;
4、 检查刀片是否完好,是否需进行换刀操作(刨铁板需用白钢1刀,刨不锈钢板需用合金刀);
5、 换刀需专人进行操作,换合金刀需用对35mm高的对刀块垫起;
6、 准备工作进行完后,将算好的折弯尺寸输入到机器内,注意第yi刀需加误差(误差由实 测得出)、后一刀要留出压板余量;
7、 输入工作进行完后,在保证第yi刀不小于8mm后按下“开槽准备”按钮,刨出第yi刀, 在刀身撤回而且位置“OK”闪烁后可按“横梁向后”移动横梁到下一刀位置,按“刀架向前”执行下一刀,如此反复,直至刨完所有尺寸;
8、 刨完后一刀后,手动将横梁向后位移,并扳动压料开关的松开按钮,将板取出;
9、 清扫工作台。
10、 注意:
A、 每天开机前应加注润滑油;
B、 单刀刨槽深度依次为:0.33、0.22、0.15、0.15、0.15、0.15、0.15、0.10、0.10;
C、 “开槽准备”按钮为全自动刨槽机的刨槽前准备按钮,在开槽过程中切勿按此按钮;
D、 输入新程序后按下“急停开关”再打开,再按“刀架前进”键进行刨槽;
E、 折小于90度角时,应将刨好的槽用钝角刀扩一下;
F、 电气柜中的开关不要频繁开关,每次关机只需将钥匙拨出即可;
G、 开槽过程中应用风管将铁屑随时吹净,平台固定架下不应有杂物;
H、 当薄板固定架(压脚)不紧时,可用内六方扳手紧固螺丝;
I、 随时关注冷却液余量及冷却液喷注角度;
J、 本机一旦发生故障,应立即停机进行检修,切勿带病工作。

中gao档数控开槽机市场竞争激烈
数控开槽机整个机床行业发展迅猛,对数控机床的需求激增,容量很大,尤其是近几年来,我国汽车工业与装饰工程的迅速发展,使数控机床行业市场更加旺盛,也带动了配套产业机床附件与机床工具行业的发展.
2015年在我国国民经济高速发展的环境下,数控刨坑机行业受到钣金加工业市场的强劲拉动,近年来持续保持市场需求旺盛,企业生产快速增长的局面,行业企业经济效益明显好转.
近几年部分发展中国家的机床工具行业发展速度加快,也逐步向大陆市场进口机床附件等,并有一定的价格竞争优势.大部分品种国内机床附件企业都有,也基本属于化生产,能够满足主机的需要.某些新技术附件国内暂时只有个别研究机构或厂家处于研究阶段,没有形成生产能力,主机基本依赖进口配套.
另外,高1效数控刨槽机机床,刀杆的高速特性及夹持精度均与国外相近.国内数控机床附件产品的生产制造水平相较起前几年有一定提高,企业自身技术改造能力不足.这也是目前我国产品水平较国外产品水平低的主要原因,需要国内企业加大技改投入,提高生产制造能力,扩大生产规模,积极应对技术的关卡,提升自身服务能力.


手动开槽机安全操作规程
1手动开槽机应有专人定期保养和操作。
2操作人员必须经过部门的培训,以及考核后,放可独立操作。
3操作者不得佩戴手套,手指套,围巾操作机器。
4开机前要检查机器台面是否干净,特别是夹具与台面之间不得有残留物。
5开机前首先应检查刀具,夹具是否破损,松动等异常。检查导轨滑行是否顺畅。
6操作人员装料时切记应该将夹具内的废屑用qi1枪吹净,以确保工件装夹到位。
7在机器运行时,工作人员不得将头部及身体任何部位伸入机器运动区域(防止被机器碰伤)。
8机器运行时若发生机器碰撞或者刀具损坏等异常情况时,必须及时按下停止按钮。
9作业时要对照图纸,检查工件是否符合工艺要求,首件交由相关检验员做首检,首件检测通过后 再进行加工。
10工件加工完成后,应将产品放置在指1定位置,以防混料。
11作业结束后,对机台进行日常保养,切断电源,清理工作场地。