非会员信息5分钟前 SPC环保地板挤出生产线销售价格合理「金纬机械常州」[金纬机械常州4243c27]内容:对于挤出成型纤维增强管的内层,塑料挤出机机筒加料段温度为90~120℃,塑化段温度为130~150℃,均化段温度为160~170℃,成型模具温度为170~180℃。纤维增强PVC管的内层冷却定型后,表面缠绕网格,化学纤维线规格为210D/1*3,线格夹角为60°,锭芯为16支。管加热,化学纤维收缩紧包在内层管外圆上,管的外表面略成熔融态。

b、从成型模具内挤出的管坯降温速度不均匀。应适当调节降温方法,使管坯圆周得到均匀冷却降温。c、定径套变形不圆,应检查维修。管材外圆直径尺寸纵向误差大a、塑料挤出机主机转动不稳定,使挤出的熔料流量不稳定。如果挤出机的动力传动系统采用的是皮带传动,可能有皮带工作打滑现象,应进行调整或换皮带。从成型模具内挤出的管坯降温速度不均匀

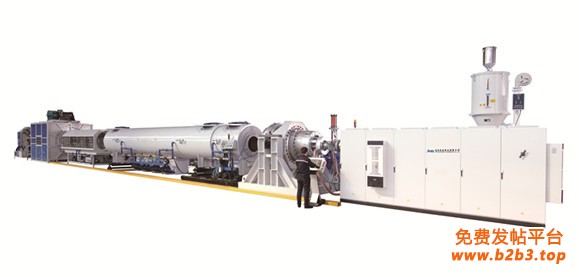
我们采用挤出机生产线进行生产的聚管一般被分为软管和硬管两种,本文主要阐述我们在采用塑料挤出机管材生产线生产聚软管的工艺操作要点。塑料管材厂的技术人员和现场操作人员都是需要对其生产的一些资料都是需要一定的注意点,挤出机生产线如果在生产过程中出现故障需要较长时间排除时,我们需要将塑料挤出机的机筒和模具内残料清除干净;但是可以判断停机时间较短,我们只需要在开车前将把机筒和模具内存料加热软化后再开车。因为PVC树脂会受到过高温度分解,所以需要注意的是机筒加热温度不宜过高,以防止PVC树脂分解。